Time Of Flight Diffractions:
For the detection and sizing of flaws in new and in-services welds and components, ATIC offers the semi-automated Time of Flight Diffraction (TOFD) ultrasonic technique
Technique:
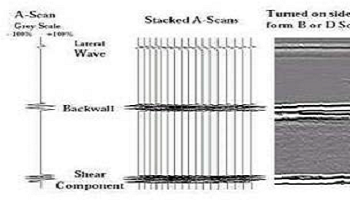
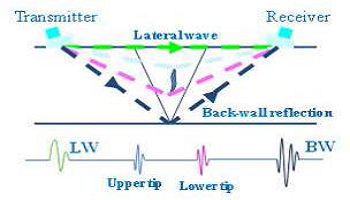
TOFD inspection employs two longitudinal wave (L-wave) angle beam transducers arranged symmetrically opposite facing each other, straddling the weld or base material under test. One probe acts like a transmitter of ultrasonic energy while the other probe receives the ultrasound energy.
The transducer, pulser, and amplifier characteristics are selected to generate as broad distribution of energy as possible over the material under test providing full weld coverage. A single-axis scan (that is, along the weld), with a position encoder records the position of the weld and enables the display of digital images in real time.
Capabilities:
TOFD defect detection does not depend on the defect orientation, in contrast to the pulse echo technique. In contrast to the radiography method, planar defects and cracks, which are not perpendicular to the measured surface, can be detected. Defect height can be exactly determined.
Higher POD improves risk reduction and calculation. The inspection results are immediately available, as is a permanent record and a permanent print as longitudinal or transversal projection of the weld is available. Because of the high test speed the costs are less than those for radiography for wall thickness above 25 mm. The inspection can be performed above200° C. Versatile and portable equipment.